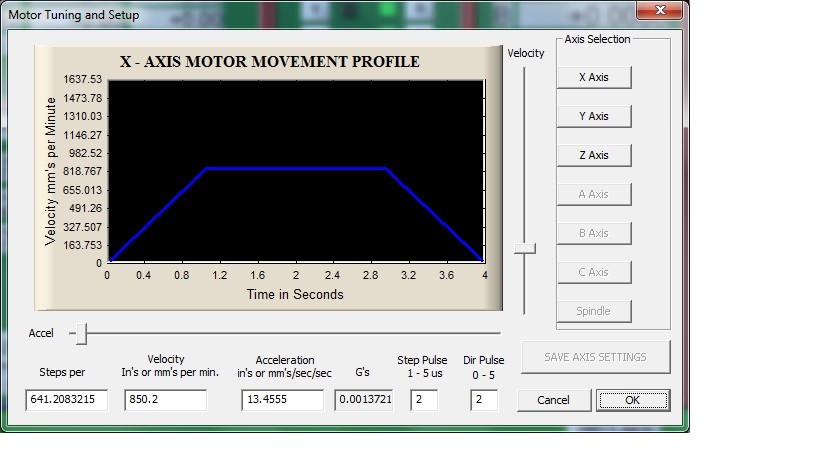
Velocity ayarını 1350 ye kadar cıkardığımda stepler atlama yapmaya başladı, 1100 e kadar çıkardım , atlamanın sebebi muhtemelen vidalı millerin ucları tornaya verildiği zaman hafif eğilme olmuştu 1 mm civarı Y ekseni 80 cm ona mudahale etmedim (30 uncu cm sinde 1 mm eğrilik var) ama Z ve X ekseni daha temiz onlarda da atlama yaptı,1100 de atlamasız çalısıyor
stepper ayarını otomatik yaptırdığım için o rakamları MACH 3 kendisi atadı
nema23 lerim 6 wire hight torque model nc uçları boştamı olacak yoksa TB6600 KART kullanıyorum onları şaseleyeyim' mi bu konuda ne dersin ? yoksa aynı şimdi olduğu gibi kalsın mı NC Ler şu an boşta
bunun haricinde sormak istediğin bir şey varmı ?
veya daha iyi randıman almam için tavsiyenız olurmu ? (parca değişikliği gibi)
ve sizde kullandığınız step motor nema 23 mu ? kısaca sistemıznız hakkında bigli verirseniz sevinirim ..

")
 Elektrik şebekelerinde kısa devre yapan devre elemanının devreden açılması sırasında oluşan aşırı gerilim
Elektrik şebekelerinde kısa devre yapan devre elemanının devreden açılması sırasında oluşan aşırı gerilim Temudan aldığım ölçü aleti aneng sz06 çift katı ölçüyor
Temudan aldığım ölçü aleti aneng sz06 çift katı ölçüyor

 EVCharge Show Elektrikli Araç Şarj Ekipmanları Fuarı Salon 3 Görüntüleri.
EVCharge Show Elektrikli Araç Şarj Ekipmanları Fuarı Salon 3 Görüntüleri.
