ali haydar.
Üye
- Katılım
- 22 Eyl 2012
- Mesajlar
- 57
- Puanları
- 1
- Yaş
- 63
Öncelikle şahsınız nezdinde forum ilgililerini ve katılımcıları selamlarım.
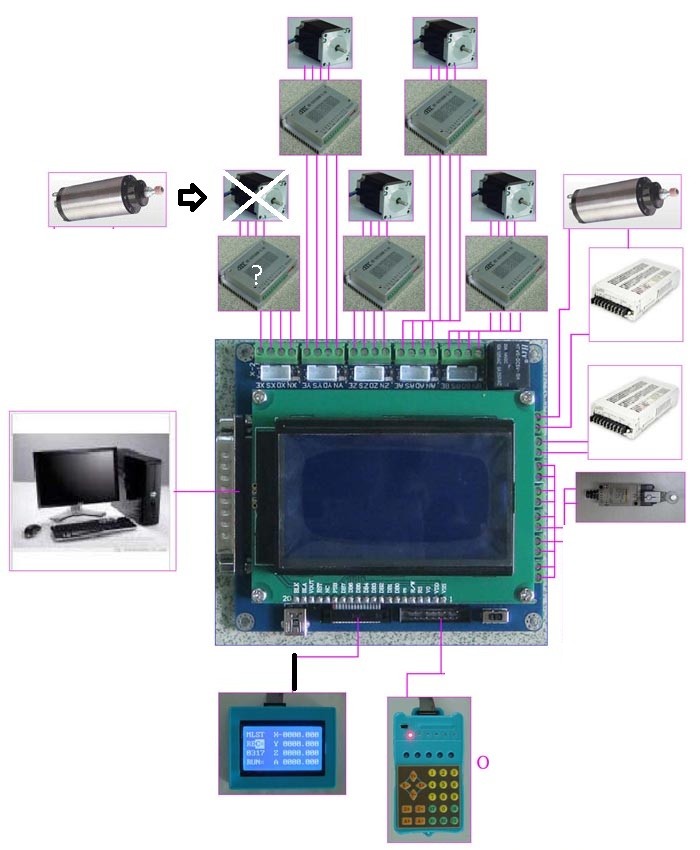
* 2 adet Nema34 motor : on/off + R/L + Rpm
* 1 adet Nema34 motor : lineer pozisyonlama
* 2 adet Nema23 motor : lineer pozisyonlama
** bu 5 motor aynı anda devrede olabilmeli.
* 2 adet Nema 23 motor : lineer poziyonlama
* 2 adet nema 17 motor : on/off + R/L
Forumlardaki yazılarınızdan takip ettiğim ve anlayabildiğim kadarıyla, harcıalem bir durum olmaması için 9 adet sürücüye ihtiyacım var. Yanılmıyorsam 5 eksen kullanmış oluyorum. Ama bu işi hangi kontrol kartına yaptırabileceğimi bilemiyorum. Mach3 kartları ile bu işi başarabilir miyim. İçindeki hazır programı layıkıyla kullanabilir gerekli ayar ve yazım işlerini gerçekleştirebilirim. Şayet bu kartlardan birisi bana uygunsa, cevabınızı rica ederim.
Bir önemi var mı bilemiyorum ama ekleyeyim ; 16 mm çap 5 hatve ve 10 mm çap 1 hatve vidalı miller ile hareketlenme söz konusu.
saygı ile...
* 2 adet Nema34 motor : on/off + R/L + Rpm
* 1 adet Nema34 motor : lineer pozisyonlama
* 2 adet Nema23 motor : lineer pozisyonlama
** bu 5 motor aynı anda devrede olabilmeli.
* 2 adet Nema 23 motor : lineer poziyonlama
* 2 adet nema 17 motor : on/off + R/L
Forumlardaki yazılarınızdan takip ettiğim ve anlayabildiğim kadarıyla, harcıalem bir durum olmaması için 9 adet sürücüye ihtiyacım var. Yanılmıyorsam 5 eksen kullanmış oluyorum. Ama bu işi hangi kontrol kartına yaptırabileceğimi bilemiyorum. Mach3 kartları ile bu işi başarabilir miyim. İçindeki hazır programı layıkıyla kullanabilir gerekli ayar ve yazım işlerini gerçekleştirebilirim. Şayet bu kartlardan birisi bana uygunsa, cevabınızı rica ederim.
Bir önemi var mı bilemiyorum ama ekleyeyim ; 16 mm çap 5 hatve ve 10 mm çap 1 hatve vidalı miller ile hareketlenme söz konusu.
saygı ile...

")