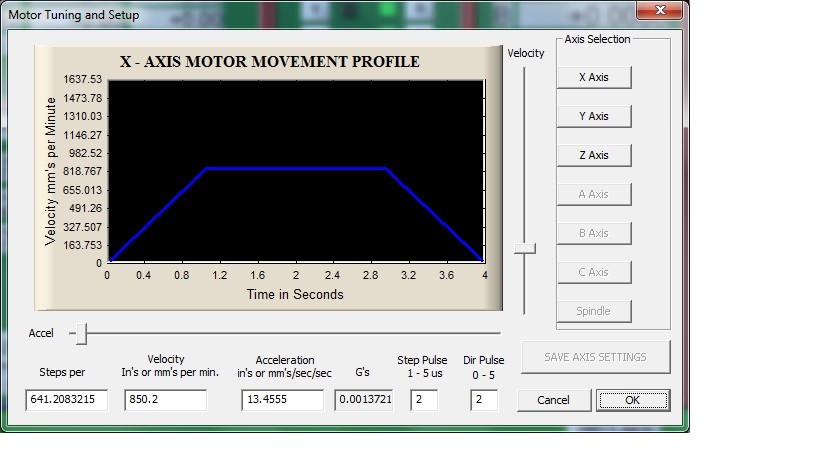
Velocity ayarını 1350 ye kadar cıkardığımda stepler atlama yapmaya başladı, 1100 e kadar çıkardım , atlamanın sebebi muhtemelen vidalı millerin ucları tornaya verildiği zaman hafif eğilme olmuştu 1 mm civarı Y ekseni 80 cm ona mudahale etmedim (30 uncu cm sinde 1 mm eğrilik var) ama Z ve X ekseni daha temiz onlarda da atlama yaptı,1100 de atlamasız çalısıyor
stepper ayarını otomatik yaptırdığım için o rakamları MACH 3 kendisi atadı
nema23 lerim 6 wire hight torque model nc uçları boştamı olacak yoksa TB6600 KART kullanıyorum onları şaseleyeyim' mi bu konuda ne dersin ? yoksa aynı şimdi olduğu gibi kalsın mı NC Ler şu an boşta
bunun haricinde sormak istediğin bir şey varmı ?
veya daha iyi randıman almam için tavsiyenız olurmu ? (parca değişikliği gibi)
ve sizde kullandığınız step motor nema 23 mu ? kısaca sistemıznız hakkında bigli verirseniz sevinirim ..

")
 EVCharge Show Elektrikli Araç Şarj Ekipmanları Fuarı Salon 1 Görüntüleri.
EVCharge Show Elektrikli Araç Şarj Ekipmanları Fuarı Salon 1 Görüntüleri.
